智慧型超音波(定壓、定位、定能)塑膠熔接機
近年來由於3C產業的蓬勃發展及高附加價值的精密零組件及食品業
等……對超音波二次加工之品質,如熔接強度、外觀尺寸、熔接品質的
一致性、熔接過程的自我品檢、多樣少量化的熔接參數設定等……需求
,愈來愈嚴格,以致傳統的超音波塑膠熔接機已無法符合業界對產品熔接
的品質要求。
基於以上的品質要求,歐美超音波廠如BRANSON、MACASONIC、
RINCO、TELSONIC、HERRMANN、KLN、DUKANE等……,均早已推
出智慧型的超音波塑膠熔接系統應用於高品質熔接要求的產業。
京華超音波歷經多年的努力,如今亦推出專屬於國人自製研發且物
美價廉的智慧型超音波(定壓、定位、定能)塑膠熔接機KWV系列機種。
一、 KWV系列智慧型超音波塑膠熔接機功能簡介
1、超音波系統採用自動控頻技術,更換焊頭免人工調整諧振點
2、焊頭採用二段速度(快降轉緩降)空壓系統,降低精密工件承受焊頭
下降的衝擊力而導致變型及提高熔接面的吻合度
3、焊接工件表面以上7mm的安全裝置,避免手部的超音波振傷
4、振動部組機構上下採精密滑軌設計
5、機台採用方型大柱設計,防止本體後仰
6、機台本體上下採鳩尾槽設計,防止本體偏擺
7、人性化人機介面設計,熔接過程及參數一幕了然,並可儲存20組熔接
參數
8、控制系統可與電腦連線傳送每筆熔接結果並可轉為EXCEL檔,存於電腦
9、具有定時間熔接、定觸發壓力熔接、定位置或深度熔接、定能量熔接
等……9種熔接模式選擇
二、智慧型塑膠熔接機功能圖示

三、熔接模式說明(九種模式選擇)
1、時間延遲模式、時間熔接模式、固化時間模式

2、時間延遲模式、位置(深度)熔接模式、固化時間模式

3、時間延遲模式、能量熔接模式、固化時間模式

4、位置延遲模式、時間熔接模式、固化時間模式

5、位置延遲模式、位置熔接模式、固化時間模式

6、位置延遲模式、能量熔接模式、固化時間模式

7、壓力延遲模式、時間熔接模式、固化時間模式

8、壓力延遲模式、位置(深度)熔接模式、固化時間模式

9、壓力延遲模式、能量熔接模式、固化時間模式

四、何謂超音波定能量塑膠熔接機
不論在任何之熔接模式均可以電子技術於螢幕秀出熔接能量之大小值
,以作為在能量熔接模式之設定參考且可以熔接能量之總積分值取代傳統
的熔接時間,亦即於每件工件熔接加工過程中超音波輸出之能量為一定值
,以確保其他變異如...空氣壓力之變動、工件本身之變型、焊頭溫昇...等因
素造成熔接品質之不良。
因其具有熔接能量大小之檢測,因此相對的具備了熔接過程中之自動
品質檢測功能。
2、能量值如何取出
以電子技術由超音波發振箱取出相對於振動子電壓及電流乘積之功率
值並經A/D轉換後由CPU運算積分值(發振時間之總焦耳值)
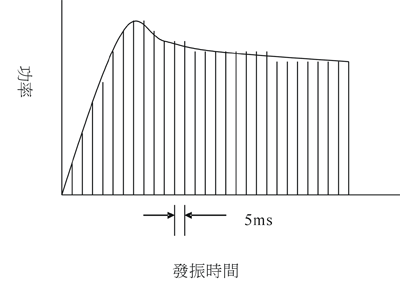
例:發振時間為1sec、發振功率為固定負載 500W、5ms取樣一次,
因1瓦特=1焦耳/SEC,故1sec/5ms=取樣200次(峰值),
每次500W/0.005SEC=2.5焦耳 2.5焦耳*200=500焦耳
3、為何能量熔接時要定能量上下限及時間上下限
一般定能量塑膠熔接機在加工塑膠工件時,使用者於試樣品時均無法
設定能量需多少才適當,因此多以(熔接時間)之模式試熔樣品,因定能設
備可於任何之熔接模式秀出能量值,所以當使用者試樣數個且熔接品質可
接受後,就可以依熔接秀出之能量值及熔接時間為參考來設定能量熔接模
式。
例:試樣5次、熔接時間固定為1sec、5次之熔接能量分別為450J、445J、
452、446J、451J
則於能量熔接模式時可設定
熔接能量445J/MIN,455J/MAX
熔接時間0.9SEC/MIN,1.1SEC/MAX
(範圍愈小,品質愈高,相對不良品愈多)
以上之判斷方式如下:

五、智慧型塑膠熔接機規格說明
|
機 型 |
KWV-0635/KWV-0935/KWV-1520/KWV-2020 |
|||||
|
TYPE |
A |
AO |
AP |
AE |
AOPE |
|
|
規格 |
功率 |
06/600W、09/900W、15/1500W、20/2000W |
||||
|
超音波頻率 |
35/35KHz、20/20 KHz |
|||||
|
電源 |
AC220V,10A,50/60Hz,單相 |
|||||
|
電能系統 |
超音波系統 |
1. 開機自動低電壓自我檢測系統。 |
||||
|
2. 超音波頻寬OVERLOAD保護。 |
||||||
|
3. 超音波過負載OVERLOAD保護。 |
||||||
|
4. 諧振頻率顯示。 |
||||||
|
5. 自動諧振頻率控制 ( VCO發振系統架構 )。 |
||||||
|
6. 無段調整輸出功率控制。 |
||||||
|
7. 負載諧振補償。 |
||||||
|
8. 振動部組溫昇諧振補償。 |
||||||
|
控制系統 |
9. TYPE AO/AP/AE/AOPE,操作簡單,5.6吋觸控式面板,異常資訊文字顯示。 |
|||||
|
10. TYPE AO/AP/AE/AOPE,可程式控制處理演算各種熔接條件;工作模式設定可達20組焊接程序配方。 |
||||||
|
11. TYPE A,指撥開關設定熔接條件 |
||||||
|
定壓起振 |
ˇ |
ˇ |
ˇ |
ˇ |
ˇ |
|
|
熔接時間檢測及設定系統(定時)。 |
ˇ |
ˇ |
ˇ |
ˇ |
ˇ |
|
|
熔接位置檢測及設定系統(定位)。 |
|
ˇ |
|
|
ˇ |
|
|
超音波熔接過程之空氣壓力設定系統。 |
|
|
ˇ |
|
ˇ |
|
|
熔接能量檢測及設定系統(定能)。 |
|
|
|
ˇ |
ˇ |
|
|
機構系統 |
1. 氣壓源:6kg/cm2。 |
|||||
|
2. 空壓氣缸:KWV-0635/0935/ψ40mm(行程100mm) KWV-1520/ψ63mm(行程100mm) KWV-2020/ψ80mm(行程100mm) |
||||||
|
3. 位置控制使用encoder,精度0.01m/m。 |
||||||
|
4. 雙起動按鈕,緊急停止開關。 |
||||||
|
5. 振動部組機構上下採精密滑軌設計。 |
||||||
|
6. 機台採用方型大柱設計,防止本體後仰 |
||||||
|
7. 機台本體上下採鳩尾槽設計,防止本體偏擺 |
||||||
|
8. 7mm安全工作高度設計,防止超音波傷害 |
||||||
|
9. 氣缸採2段式速度控制 |
||||||
|
10. 機構式調整氣缸加工行程 |
||||||