紅 外 線 塑 膠 焊 接 機
要說到紅外線,就要先從電磁波光譜來了解何謂紅外線
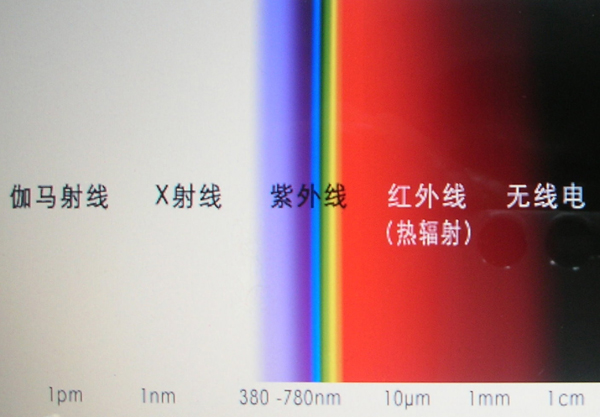
電磁波的光譜(波長)
光線是一種幅射電磁波,透過電磁波來傳遞能量,所有可能的電磁波合稱”電磁波光譜”,這個光譜依不同的頻率及波長段賦予不同的名稱,如高能量波段的伽瑪射線,X光,然後是紫外線跟可見光區、紅外線、微波及電波,而紅外線的波長就在780nm至1mm之間,但可產生有效熱輻射的區域分為3部份:
短波紅外線的波長在780nm至2 μm之間
中波紅外線的波長在2μm至3.5 μm之間
長波紅外線的波長在3.5μm 至5 μm之間之間
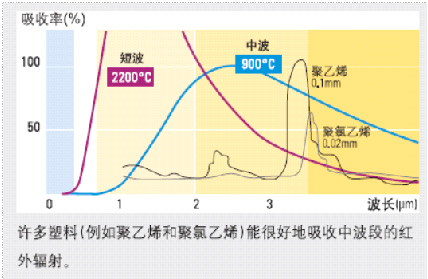
紅外線的特性是會被分子振動吸收,分子內部的原子會因而增加振動的振幅產生熱能,這振動頻寬稱為指紋頻寬,就是指一種材料的分子結構對幅射熱可吸收的波長,所以能跟紅外幅射可相匹配的材料就可以吸收幅射熱,例如塑料通常可吸收幅射熱的頻寬在2um以上。
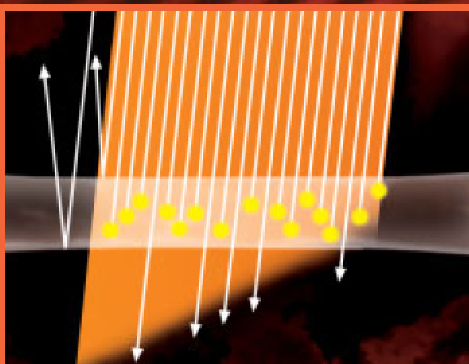
而紅外線熔接塑膠的原理就是高溫幅射源(紅外燈管)經
電磁波傳導幅射至低溫物體(塑膠工作件),除了少部份能量
會被反射或穿透物件外,大部份能量都會被吸收(如下圖示)
,讓原子吸收幅射振盪發熱後產生融熔效果再加壓接合!
這種利用幅射熱能讓自體物件發熱,不但可避免工件表
面因接觸而損傷(非接觸性加工),在利用其各不同指紋頻寬
來精確控制加工溫度!
傳統熱板焊接存在能耗高、熱副作用大等弊端,而振動
摩擦焊接在焊接過程中易產生顆粒物和細絲,且焊縫不美觀
等,因此國外開始發展紅外線焊接技術來克服上述兩種焊接
方式的缺點,並已經大量運用在汽車塑膠零組件及車燈殼的
焊接,京華超音波有鑒於此項產品進口昂貴及因應國內市場
需求,也致力開發此項產品,如今以取得技術上的突破並成
功開發出紅外線焊接設備。
京華的紅外線焊接技術
紅外線焊接是利用非接觸式的寬頻紅外線對熱可塑性塑
料直接幅射加熱,採用的是紅外線燈管幅射加熱技術,利用
精確的控制沿著需焊接工件的輪廓來做焊接,其幅射屬於中
波段紅外線範圍(相當於常見熱可塑性材料可吸熱的譜範圍)
,效率遠高於熱板式焊接,且反應時間短。另外焊接長度比
較不易受限,甚至可做幾米長度的焊接。
紅外線焊接優點如下:
維護成本低
非接觸性焊接可避免塑料沾黏在模具上
焊接縫比較細緻
快速啟動,不需暖機時間
精確的溫度控制
乾淨的焊接區域
另外利用紅外特性來熱鉚工件也是一種可行性的應用,
但其機台及幅射源設計又與紅外線焊接機不同,京華超音波
也將另行研究開發。
目前京華超音波已開發完成紅外線焊接設備,相關影片
檔請點進以下網址:
http://www.youtube.com/watch?v=OxiT3_CosZk
以上文章中的圖片取自Heraeus公司網站
以下則為京華超音波紅外線燈管熱模照片
紅外線燈管熱模
本公司採用Heraeus紅外燈管,該公司相關資訊如下,
可自行點閱鏈結
Read more about welding with IR...
歡迎舊雨新知若有此項產品需求或相關資料,請洽台北
京華超音波股份有限公司!