新一代超音波系統
距前一次新發振系統開發已經超過5年了,這期間使用上的缺失,
都會做為本次改進的參考,京華超音波秉持著持續研發,精益求精的精
神不斷的改善系統上的缺失,並參考歐美先進超音波系統的優點,再次
推出更穩定的發振系統,增強使用上的信賴度,滿足客戶對不同產品應
用的需求,這次新產品的開發不是要一昧的追求新的技術突破,而是要
給客戶一個系統更可靠的超音波加工機械生產平台,所以對於此新系統
開發特點,特別介紹給所有舊雨新知了解,也歡迎所有業界先進不吝指
教!
新系統的介紹如下:
新一代超音波系統規格
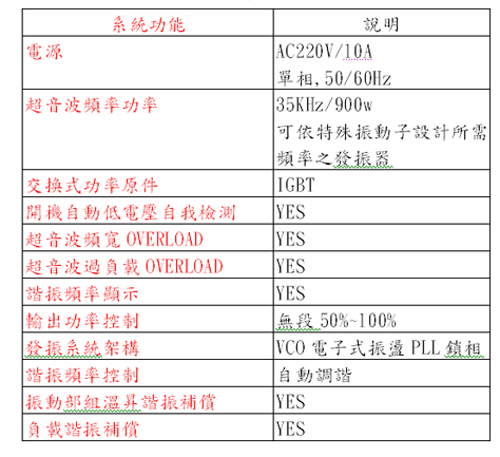
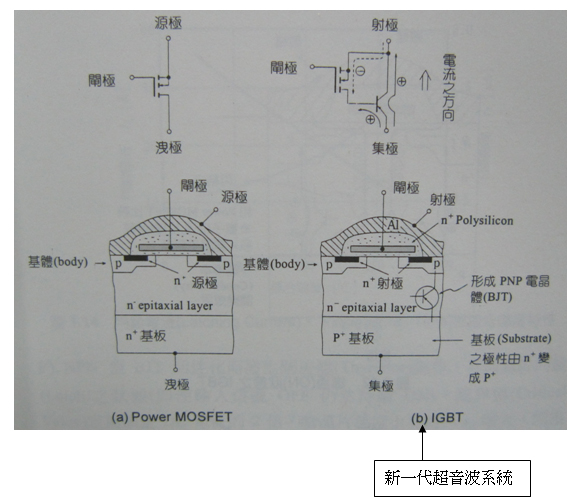
一、交換式功率原件
所使用的元件為IGBT,有效減少功率晶體使用數量,防止功率
晶體因不正常動作所造成的故障,因為在以往使用MOSFET的使用量
為5組,當其中單一顆元件故障時,超音波系統即不能使用,現使用
IGBT為單一組或模組式,在耐電流方面比以往都增加許多,減少故
障因子。
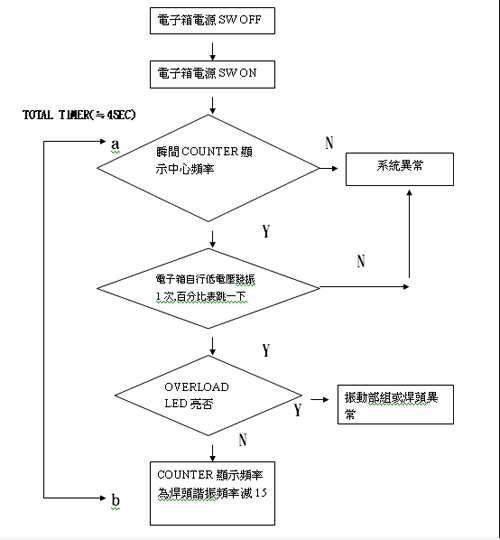
二、 開機低電壓系統測試
系統開機之後,會自我檢測系統,其流程如下:
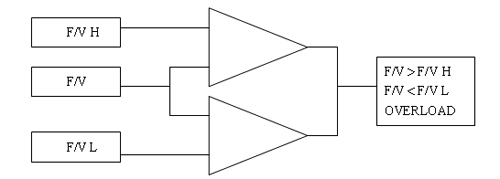
三、超音波頻寬OVERLOAD及超音波過負載OVERLOAD
1、新一代超音波系統硬體架構內,建置一組頻率與電壓轉換
線路,由轉換電壓之高低,即可知發振頻率多少,並使用
此電壓訊號作為與線路內定之頻率上下限電壓做比較,如
超出頻率上下限電壓即停止發振並亮OVERLOAD黃色LED。
(加強針對焊頭及振動部組之斷裂或故障之保護裝置)
2、除了以上第1項外新一代超音波系統另有一組過負載之電壓
檢測線路。
當負載電壓超過設定值,即起動保護線路,預防振動子或
其他元件受高壓衝擊而損壞。
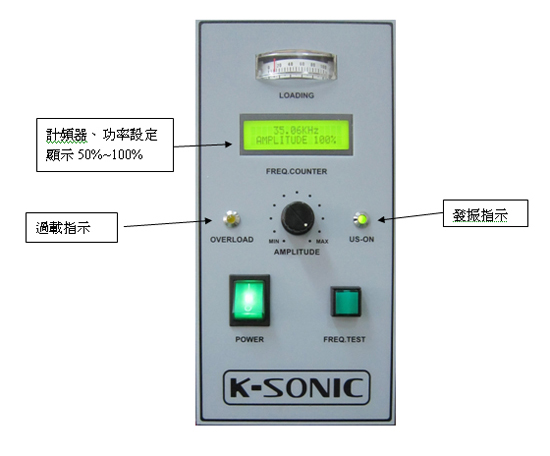
四、諧振頻率顯示
五、發振系統架構
新一代超音波系統為VCO電子振盪式 (PLL VCO) 由電壓控制
超音波發振,經相位迴授鎖定線路利用”當超音波諧振時電
壓與電流相位同相,無相位差之原理”。
電壓迴授 電流迴授
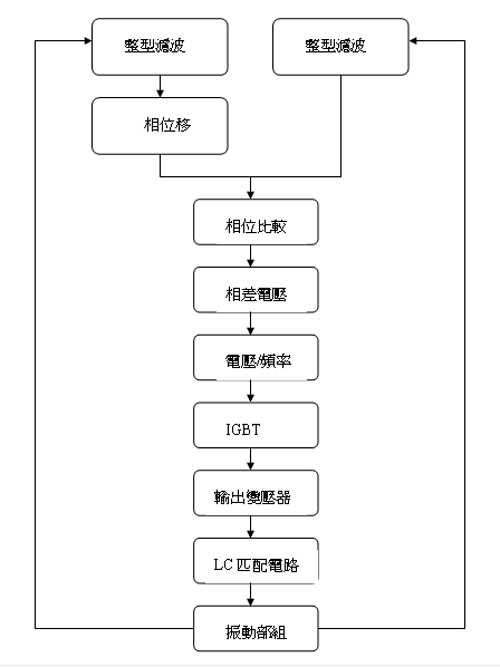
六、諧振頻率控制
新一代超音波系統當超音波發振時會自動截取振動部組之電流
及電壓相位作振盪波形每一週期之迴授相位差比較,並將相位
差轉換為電壓再轉換為頻率,驅動IGBT。
七、振動部組溫昇諧振補償、負載諧振補償
當超音波振動部組鎖附超音波焊頭,作持續式超音波發振加工
時,如……超音波製被機、超音波花邊機、超音波不織布加
工機、超音波標籤裁切機、超音波分條機、超音波CD套加工
、機超音波寶石加工機、超音波文書夾自動連續加工機、超
音波篩粉、超音波聚焦式洗淨機、超音波車床、銑床、鑽孔
、研磨及配置於自動化生產設備等,需持續發振或發振
DUTY CYCLE間隔時間相當短之超音波加工場合,超音波振動
部組及焊頭之溫昇變化均相當大,但往往基於環境及使用方便
性及設備考量,無法提供非常良好之空調散熱,縱使有良好之
空調散熱環境,亦會有一定程度之溫昇。
1、因振動部組及超音波焊頭均為金屬材質,當所有金屬材質
發生高頻振動位移變形時,均會因內部應力變化而由內向
外產生溫昇(內熱式)
2、當超音波焊頭發振加工時,加工物表面會因振動摩擦而產
生高熱來熔、切加工物,此產生之高溫會傳導至超音波焊
頭及振動部組。
3、超音波物理公式(λ=波長、c=物質音波傳導速度、f=頻率)
λ=c/f f=c/λ
當超音波焊頭及振動部組發熱時,基於熱漲冷縮之原理,超
音波焊頭及振動部組,波長會變長(即尺寸變長),由以上公
式可知,音速度不變(材質不變)之狀況下當波長變長後,頻
率勢必下降,此時頻率之漂移會更加速,嚴重者會造成系統
毀損。
4、 當超音波加工時,一般均會以氣缸、馬達等傳動機構帶動
振動部組及焊頭或底座上下,目的在於加工物上加壓後超
音波發振,(塑膠熔接三大要素:時間、振幅、壓力) 當振
動部組及焊頭受壓後之共振頻率與空載之共振頻率勢必因
匹配線路阻抗之不同而產生變化,即諧振點位置會偏移。
5、由以上之分析新一代超音波系統因具備,諧振頻率自動控
制之功能,所以針對以上溫昇及負載變化之情形亦能使超
音波系統自動工作於超音波加工時狀況之諧振點。
八、關機濾波電容緩放電
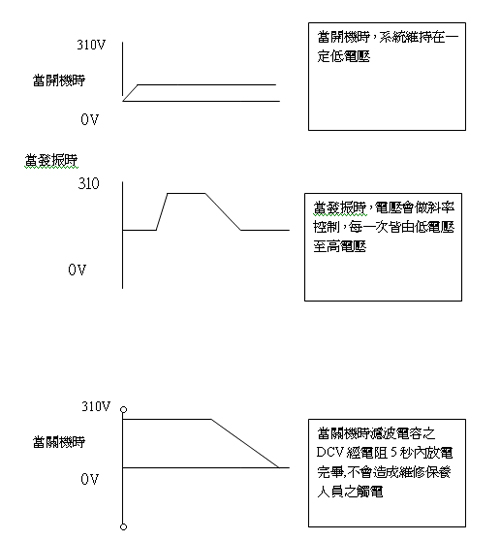
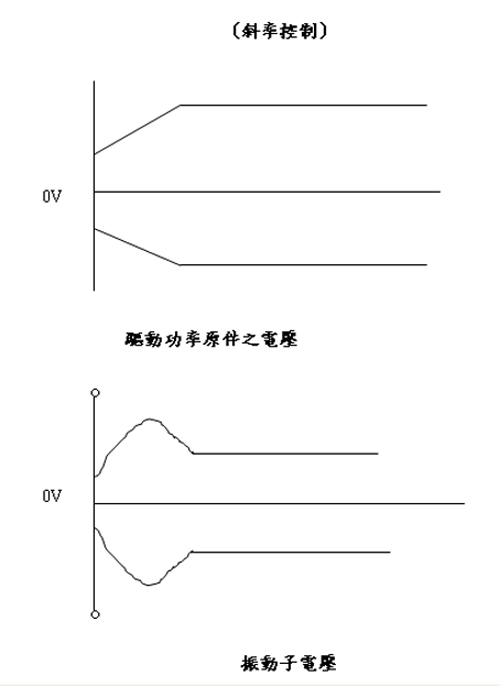
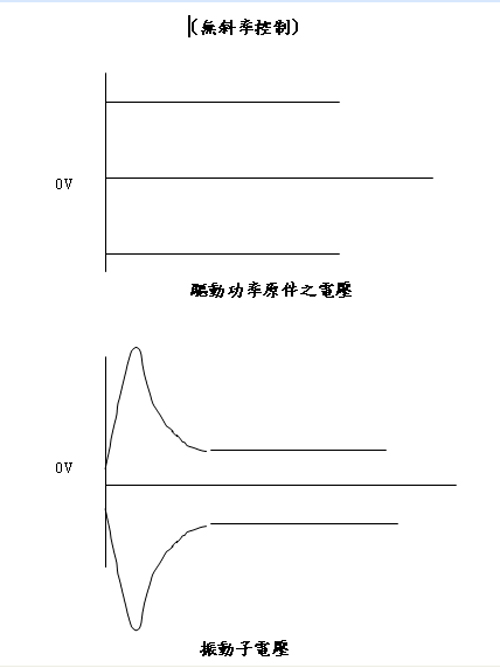
九、發振斜率控制
1、新一代超音波系統內部硬體架構,設有一組發振斜率電壓
控制線路 (RAMP CONTROL),控制每次超音波發振之電壓
上昇曲線,避免發振脈衝過高造成零件損壞。
2、當超音波焊頭由靜止狀態(不振動),到要瞬間使其諧振位
移振動,須非常大之動能,也就是說要提供振動子非常大
之電壓(電能轉為機械能),因此瞬間發振之電壓脈衝非常
高(一般約Vpp2000∼4000V之間)。