壓著面成型需調整諧振之超音波喇叭設計
超音波喇叭之設計為確保喇叭能諧振,設計上基本多採幾何型體平
衡對稱為原則,因此圓柱型喇叭是超音波喇叭設計上的首選,主要原因
是圓柱型喇叭幾何型體最為平衡對稱。但實務上超音波喇叭之設計,是
以加工物之壓著面為依據,超音波喇叭之幾何型體及壓著面,是要依據
工件的型體的需求來設計及成型,僅少數超音波加工應用上是採平面喇
叭;如此就可能會破壞喇叭完整的幾何型體,造成喇叭的不平衡、不對
稱。幾何型體遭破壞的超音波喇叭,會因此交變應力集中、振幅不均。
嚴重者超音波喇叭會無法諧振,因此壓著面成型的超音波喇叭多數需經
過特殊調整設計,才能達到振幅均勻、合諧共振。
壓著面成型而需調整諧振之超音波喇叭諧振調整方法,與平面喇叭
之調整方法有很大的差異,平面喇叭調整諧振的方法較有規律性,壓著
面成型之喇叭則因成型的不同而致使調整方法無規律性,如果又有危險
尺寸及喇叭寬度超過λ/4以上的問題,設計上就會變得很麻煩難處理,
因此常會發生設計失敗。
因壓著面成型而需調整諧振的超音波喇叭,一般會採下列方式設計:
1、增減大端質量使喇叭幾何型體與成型部份對平衡、對稱。

上圖示15KHz喇叭為例,因成型面為斜面因此造成喇叭壓著面振幅
不均,因此需予以增減大端質量使其振幅均勻。
2、成型比例過大于喇叭壓著面,需加大喇叭壓著面尺寸,以降低成型
部分所佔的比例。

上圖示20KHz原設計喇叭成型比例過大于喇叭壓著面,壓著面質量
失衡,喇叭振幅嚴重不均造成熔接不良,經加大喇叭壓著面尺寸(兩倍
),以降低成型部分所佔的比例,喇叭即振幅均勻,熔接效果亦顯著改
善。

上圖示20KHz喇叭成型比例過大于喇叭壓著面,且成型不對稱單邊
較深因此需使壓面成TOOLING,喇叭壓著面尺寸亦需予以加大,以降低
成型部分所佔的比例,使喇叭振幅均勻。
3、針對超音波喇叭成型部造成的不對稱、不平衡,予以局部增、減質
量使其能平衡對稱。

上圖示20KHz喇叭壓著面成型中間凹陷比例過大,會造成喇叭不諧
振,需大幅調整大端面使與壓著面對稱、平衡,使喇叭振幅均勻喇叭才
能諧振。
4、上列方法都無法使喇叭諧振,考慮改變導波溝數及喇叭幾何型體。

上圖示15KHz 15SW76w55L100喇叭壓著面成型中間凹陷過深,造成
喇叭不諧振,需改變喇叭溝槽數,使喇叭振幅均勻,喇叭才能諧振。
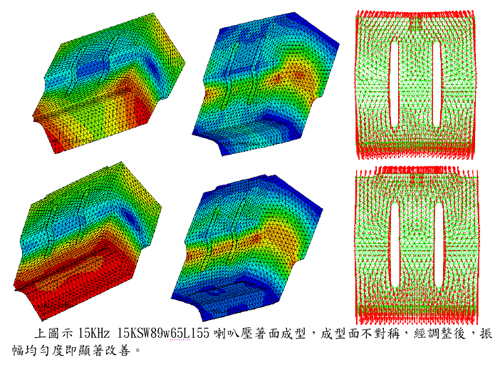
5、熔接加工特性有高振幅均勻度的需求時,可採局部精細調整振幅。

上圖示20KHz 20KW82w66w82L120喇叭壓著面成型由于加工特性的
要求,對振幅均勻度要求甚高,經局部精細調整振幅後,振幅均勻度
即顯著改善。

上圖示應用實例,由德國Herrmann Ultraschalltechnik公司設計
,應用于塑膠熔接的超音波HORN,由于加工物為不規則成型面,致使
HORN壓著面振幅不均勻,進而會影響熔接品質,因此喇叭設計者于設計
同時,即如上圖示針對HORN的三個部位,予以局部精細調整振幅。