超音波焊頭三要素:頻率、振幅、振態
頻率
目前一般使用的超音波發振系統為λ/2共振系統,即半波長共振系統,
故超音波焊頭設計亦皆以λ/2為設計基準,可作1λ、1λ/2、2λ、2λ2、、、。
理論上在系統功率能推動焊頭的條件下,只要是λ/2的倍數都可設計焊頭,
因此我們 亦可稱此種焊頭為λ/2共振焊頭。
超音波焊頭頻率測試方法
A、阻抗分析儀
超音波焊頭裝置於振動子或振動部組之上,將輸出線連接於阻抗分析儀
,再設定頻率範圍搜尋,阻抗最低、波形良好者即為諧振頻率。在阻抗分析
儀測試頻率,可以很精確的看出焊頭的頻率及振態;且其搜尋頻率範圍可設
定,對於新研發焊頭,在初測頻率時無法判斷焊頭形狀及高度,可幫助設計
者瞭解焊頭的振態及頻率,故是焊頭的研展測試不可或缺的測試手段。
B、信號產生+計頻器
超音波焊頭裝置於振動子或振動部組之上,將輸出線連接於信號產生器
,在信號產生器上搜尋焊頭的諧振頻率,尋至最低電壓時計頻器所示之頻率
,即為焊頭的諧振頻率。以此方式測試焊頭可避免焊頭因製作過程中,頻率
或諧振點偏離太多,製作中即造成焊頭的損壞。
C、HORN CHECK+計頻器
超音波焊頭裝置於振動子或振動部組之上,將輸出線連接於HORN
CHECK,調整HORN CHECK之調頻鐵粉芯,尋至最低電壓時計頻器所示之
頻率,即為焊頭的諧振頻率。
D、超音波機台+計頻器
將計頻器接收信號線夾於振動線外皮,直接在超音波機台測頻率,調至
機台發振箱之電壓表、電流表最低點時,計頻器所示之頻率,即為焊頭的諧
振頻率。
其它的頻率測試方法還很多,如敲擊焊頭以音響接收器接收,配合計頻
儀器亦可測得焊頭的頻率、、、等。頻率測試時除要熟悉測試儀器的特性及
操作要領,經驗判斷亦是非常重要,尤其對於焊頭本身尺寸,或幾何體結構
已先天不良時更須謹慎,否則常會發生誤判諧振頻率的錯誤。
振幅
超音波焊頭振幅的設計,主要考慮因素是加工塑膠材質熔接難易度,應
用的需要性及焊頭壽命性。原則上愈難熔接的塑膠材質或許會需高振幅的應
用,其焊頭振幅設計要的要求即會愈大,但亦要考慮焊頭材質的耐交變應力
強度;反之,愈容易熔接的塑膠材質或許不需設計高振幅應用,其焊頭振幅
設計即不需太大,以避免因此造成焊頭易破壞、壽命性減低。
上述所謂材質熔接難易度,簡單判斷的基準就是塑膠材質的熔點,一般
熔點愈高即表示此材質熔接難度愈高,反之,塑膠材質的熔點愈低即表示此
材質愈容易熔接;塑膠材料除本身材質外其添加物亦是要予以特別注意考慮
,通常添加物多會影響超音波熔接。
超音波焊頭振幅量測的方法
A、機械式量錶〈1/1000MM探針式量表〉
量測時將超音波焊頭鎖固於HORN CHECK,或機台振動部組上,先將系
統調至最佳諧振點;將探針座確實固定,探針與焊頭成垂直接觸,然後
CHECK超音波系統,從量錶的指針移動數據即可知振幅量的大小。此種量測
方法誤差較大,唯振幅數據仍可供製作參考,由於量測方法簡便適合於製程
中量測振幅。
B、光纖測距儀〈FOTONIC SENSOR〉
需配合示波器,量測時將超音波焊頭鎖固於HORN CHECK,或機台振動
部組上,將系統調至最佳諧振點;然後將光纖探頭確實固定,使探頭與焊頭
成垂直接觸,然後CHECK超音波系統,將測距儀的指針移動數據,導入計算
公式經換算,即求得振幅量的大小。此種量測方法誤差較小,適合精密量測
振幅或振幅量太小的焊頭振幅量測,故此種量測手段多用於設計開發時量測
振幅。
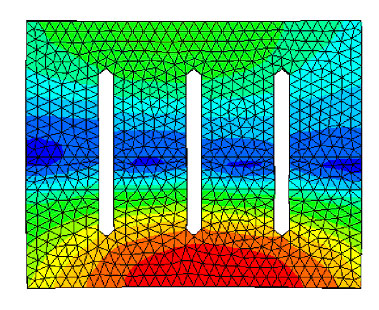
超音波焊頭振幅均勻度會影響焊頭的壽命,及超音波加工品質,從電腦
輔助設計有限元素分析發現,當超音波焊頭的振幅不均勻時,其焊頭的內交
變應力會集中,且會因有斜振動或斜擺振動而產生內交變應力,此時焊頭斜
振動的位置如是在溝槽接近小端處,即可能會造成該處破裂。超音波焊頭振
幅不均在加工時需耗較長的熔接時間,且熔接強度是不一致,更甚者會造成
加工物的破壞。
超音波焊頭的幾何型體如果是完整對稱時,且焊頭寬度尺寸未超過2/3λ
時,從目前電腦輔助有限元素分析的經驗得知,超音波焊頭都可從設計上調
整,使焊頭壓著面(作用端)振幅均勻。也就是說除因加工件需不規則成型
的超音波外,絕大多數的超音波焊頭都是可設計到壓著端振幅均勻。
從有限元素分析過程中發現當焊頭振幅越均勻時,其內交變應力也會因
此均勻分佈,交變應力之相對質會變小,焊頭的整體振態呈絕佳諧振狀態,
同理可知熔接能力也會相對變得更好。從有限元素分析過程中發現,超音波
焊頭的設計最重要的,就是要焊頭振幅均勻,因為焊頭振幅均勻時,就是超
音波焊頭振態最好的狀態。
振態
焊頭振動型式需為諧振模態,振幅分佈均勻,內交變應力分散,且數值
要愈小愈好。振態的好壞影響超音波焊頭的壽命及熔接能力,更嚴重會致使
超音波系統損壞,因此判斷超音波焊頭的振態是否正常,是製作超音波焊頭
最重要的工作。以往超音波焊頭設計製作多以經驗為主,對振態的好壞判斷
,除從HORN CHECK上之電流表、電壓表的數值研判外,主要是以手感觸
測焊頭的振動狀態,此需有相當長的時間的經驗累積才能正確判斷,因此對
振態測試應以儀器數據為主,須經驗的手感觸測為輔。
超音波焊頭振態測試、判斷的方法
A、HORN CHECK機台測試
檢視超音波焊頭發振時頻率(F)電流值〈A〉、電壓值〈V〉是否在標
準值之內;頻率不在標準的範圍內時,超音波的電氣特性有可能是不一樣的
。也就是說當焊頭不在標準頻率時其諧振,並不代表其在標準頻率範圍內仍
是可以保持諧振的。檢視超音波焊頭起振時之電流、電壓是否有不正常之
PULSE,PULSE大表示超音波焊頭起振困難,即此表示超音波焊頭振態不佳。
B、阻抗分析儀〈HP 4194〉測試
利用頻率掃描檢視超音波焊頭共振頻率之波形是否正常,是否有複頻率
存在,焊頭除諧振頻率外有接近的頻率存在表示此焊頭是異常的。檢視超音
波焊頭共振阻抗值是否正常,原則上阻抗越低越好。
C、量測超音波焊頭振幅檢視振幅分佈
超音波焊頭振幅呈平均分佈表示焊頭振態佳,應力分散。
D、手感觸測焊頭的振動狀態
正常的超音波焊頭其發振時是振動狀態平順,如起振時有抖動、兩段發
振或明顯的橫振波的情況都是屬不正常,以手感觸測時是可以察覺。超音波
焊頭正常狀況短時間發振測試是不會有溫升,如在測試時即有溫升狀況是屬
不正常的超音波焊頭。
E、以電腦分析焊頭的振動狀態
將超音波焊頭之幾何型體繪製成3D圖檔,配合有限元素分析軟體,輸入
焊頭材質、材質之傳導音速度及頻率範圍等、、、參數,經掃描分析即可從
電腦摹擬動畫或影像上,檢視判讀焊頭的振動狀態及焊頭的應力、振幅分佈
狀況。
振幅未調整之焊頭
振幅調整均勻後之焊頭
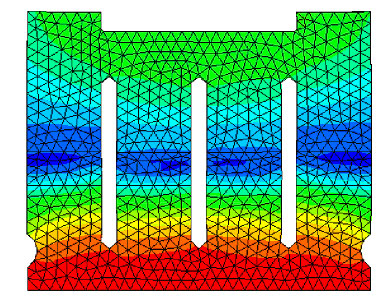
前述有限元素分析圖像承蒙 國立勤益科技大學洪榮崇副教授提供
摘錄自:96年度教育部推動技專校院與產業園區產學合作實施計畫
計劃名稱:超音波振幅放大器端面輸出振幅分佈最佳化設計
計畫主持人:洪榮崇
共同主持人:洪景華
計畫參與人員:研究生 陳聖平
執行單位:國立勤益科技大學 機械工程系
(待續...)